

magbigay ng hindi kinakalawang na asero welding electrodes aws e308 e308l
Mga Katangian at Aplikasyon
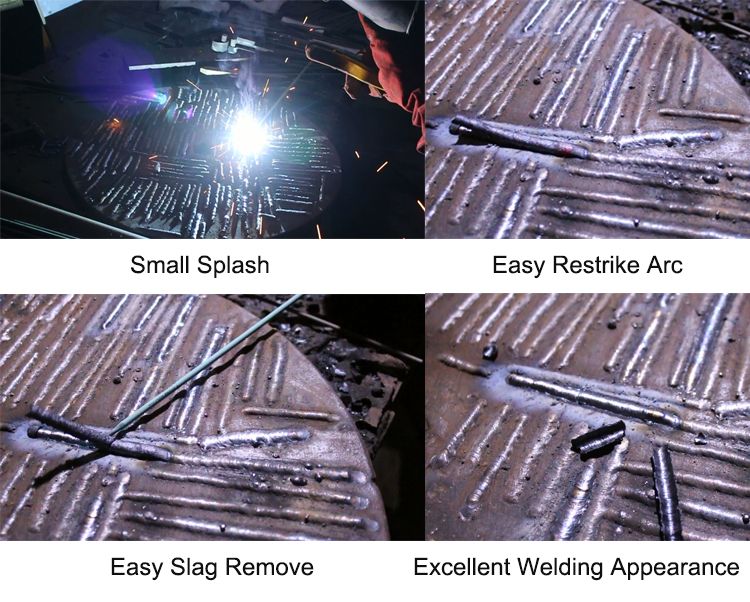
TheweldmetalofE308/308Lisa19Cr-10Ni austenite microstructure na naglalaman ng limitedō ferrite.Mahusay na performance inslag release, weld bead appearance, weldability, corrosion resistibility sa hightemperature ay makukuha lahat.Ito ay angkop para sa hinang ng AlS1-304 steel, AlSI-301 steel at AISI-302 steel sa lahat ng posisyon.
Wastong base metal para saE308/308L: hindi kinakalawang na manipis na plato, hoop,pipe, seamless pipe, thermal pipe, pressure vessel plate, steel bar, forge.
Mga tala sa paggamit
1. Linisin ang mga kontaminasyon sa base metal groove at pass to pass gamit ang stainless steel brush
2.Maintaining maikling arclength hangga't maaari ay lubos na inirerekomenda.Habang hinang gamit ang paraan ng paghabi, dapat kontrolin ang moving range sa loob ng 2.5 beses ng diameter ng wire.
3. Patuyuin ang mga electrodes sa 250~300 ℃ sa loob ng 60 minuto bago gamitin.Kumuha ng mga consumable para sa kalahating araw na pagkonsumo at panatilihin sa kapaligiran sa 100~150 ℃ sa panahon ng proseso ng hinang
4. Gumamit ng mas mababang kasalukuyang upang maiwasan ang pag-crack at mabawasan ang pagbabanto ng base metal.
Paglalarawan
| Modelo | GB | AWS | Diameter(mm) | Uri ng Patong | Kasalukuyan | Mga gamit |
| CB-A102 | E308-16 | E308-16 | 2.5-5.0 | Lime-titania Type | DC | Ginagamit para sa welding corrosion-resistant0cR19Ni9 at 0Cr19Ni11Ti stainlesssteel structures sa ibaba 300︒C |
Kemikal na Komposisyon ng Nadepositong Metal (%)
| C | Mn | Si | S | P | Cr | Ni |
| ≤0.02 | 0.85 | 0.70 | 0.030 | 0.010 | 19.3 | 9.5 |
Mga Mekanikal na Katangian ng Idinepositong Metal
| Lakas ng Tensile(Mpa) | Pagpahaba(%) |
| 570 | 45 |
Pag-iimpake


Ang Aming Pabrika


eksibisyon








Ang aming Sertipikasyon









